Laminated valve bags are widely used in cement, chemical, and mineral packaging. Equipment such as fully automatic bag conversion lines often features dual-blade automatic switching systems, supporting both hot and cold cutting for different material needs. If your operation uses hot cutting for laminated valve bags that require edge sealing, temperature control becomes a critical process variable—recognizing that BOPP laminated valve bags are often processed with cold cutting to avoid heat-induced film distortion.
Set the temperature too low, and the cut edge may show signs of fraying. Too high, and the blade may accumulate residue or the edge may become brittle.

This guide is specifically for manufacturers who have determined that hot cutting is appropriate for their laminated valve bag material. It explains the material science behind heat cutting, signs of temperature-related defects, and a structured approach to optimization.
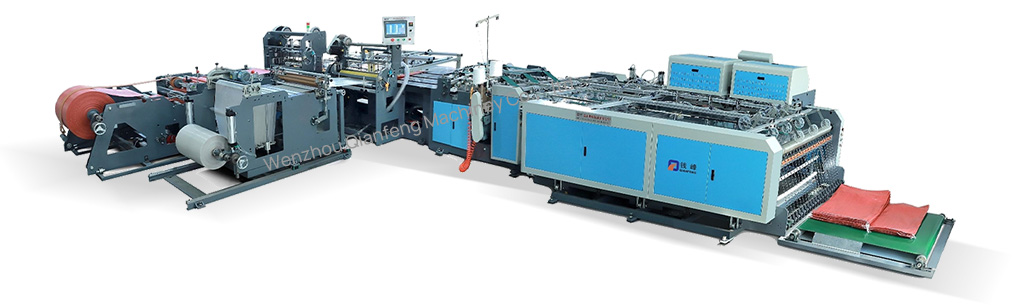
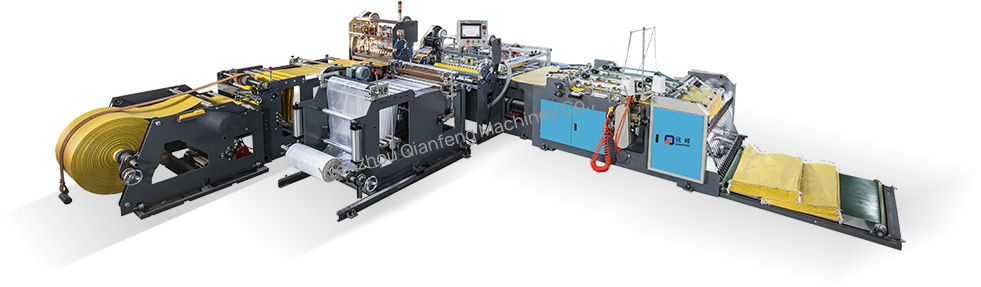
To see how hot cutting is integrated into converting equipment with automatic hot/cold blade switching, review the fully automatic bag conversion line series .
Modern converting equipment offers automatic switching between hot and cold cutting, allowing manufacturers to select the appropriate method for different material needs. According to the official product line, this equipment can produce a variety of woven bags, including non-laminated woven sacks, laminated woven sacks, BOPP laminated bags, paper-plastic composite bags, valve cement bags, ton bags, and more, suitable for different materials (HDPE and PP) and size requirements.
For laminated constructions that benefit from edge sealing, hot cutting is the appropriate method. The following temperature guidance applies to such applications. For BOPP laminated valve bags, cold cutting is typically preferred to avoid heat-induced film distortion.
When hot cutting a laminated woven valve bag, the blade must reach a temperature appropriate for the specific material construction. Single-function machines dedicated to hot cutting are available for applications where edge sealing is required, while high-speed cold cutting machines are used for BOPP laminated materials that are sensitive to heat.
Equipment with advanced electrical components—including high-quality servo motor drivers, inverters, and motion controllers — ensures precise control and consistent cutting performance even at high speeds, supporting accurate temperature and speed settings during hot cutting operations.
Commonly available single-function specifications include:
| Machine Type | Max Cutting Width | Cutting Length |
|---|---|---|
| Automatic Hot Cutting Machine | 800 mm | 100–2500 mm |
| High Speed Cold Cutting Machine | 750 mm | 200–2500 mm |
These parameters indicate the range within which cutting temperature must be optimized. All equipment undergoes thorough factory commissioning, where engineers optimize parameters and functions based on customer needs, checking every component for efficiency under various loads, speeds, and conditions.
Use this diagnostic table to identify likely temperature-related issues when defects appear. Note that the following applies to equipment with proper hot cutting capability — not every machine supports the necessary temperature control precision for laminated valve bag processing.
| Defect | Appearance | Likely Temperature Issue | What’s Happening |
|---|---|---|---|
| Edge fraying | Loose yarns visible along cut edge | Temperature too low | Insufficient heat penetration; edge not properly sealed |
| Blade residue buildup | Melted plastic sticks to blade | Temperature too high | Excess material adheres to blade surface |
| Brittle or crumbly edge | Edge cracks when bent | Temperature too high | Polymer degraded from excessive heat |
| Edge discoloration | Visible yellowing or browning at cut line | Temperature excessively high | Thermal degradation |
| Valve opening distortion | Valve shape deformed | Temperature too high, especially with prolonged blade dwell | Excess heat transferred into folded valve area |
When blade residue or sticking occurs—a common field complaint—the equipment’s dual-blade automatic switching system may allow switching to cold cutting for the specific material batch, providing operational flexibility.
Rather than suggesting fixed temperature numbers (which vary by machine model, blade condition, and material lot), the following operational factors determine your optimal settings.
| Factor | Impact on Temperature Setting |
|---|---|
| Higher line speed | Shorter blade contact time — may require adjusted temperature |
| Lower line speed | Longer blade contact time — may require adjusted temperature |
| Thicker material (higher GSM) | More heat penetration is needed |
| Worn or dull blade | Less efficient heat transfer — replace blade before adjusting temperature upward |
| Specific lamination type | Different coating materials respond differently to heat |
Because equipment undergoes factory commissioning before shipment, baseline parameters for your specific material can be established with the manufacturer’s support. Engineers can optimize all parameters based on customer needs, ensuring peak performance from the first day of operation.
For a broader understanding of valve bag production workflows, see the PP woven bag production line overview.
Follow this structured approach.
Verify that your converting equipment supports hot cutting with appropriate temperature control precision. Equipment with dual-blade automatic switching provides the flexibility to choose between hot and cold cutting for different material needs—including BOPP laminated materials, where cold cutting is preferred to avoid heat distortion. Single-function hot cutting machines are also available for dedicated applications.
The equipment has been tested and commissioned at the factory before shipment. Engineers have optimized all parameters and functions based on standard material profiles, checking every component for efficiency under various loads, speeds, and conditions. Use these as your starting point.
Produce 100–200 bags. Check for:
Yarn pull-out (temperature too low)
Blade residue or sticking (temperature too high)
Discoloration (temperature too high)
Make temperature changes in small, documented steps. Run 100–200 bags after each adjustment and re-inspect.
Run for a sustained period, then inspect the blade. Light surface residue may be normal; heavy buildup indicates temperature is too high for that specific material.
Once optimal results are achieved, record the temperature, line speed, and material lot. This becomes your baseline for that specific material. For AI-equipped lines, optional visual inspection systems can help catch defects and classify with precision, providing real-time feedback on edge quality.
Equipment: Fully automatic bag conversion line with hot/cold blade switching system.
Situation: The manufacturer produces both PE-coated laminated valve bags (which benefit from edge sealing) and BOPP laminated bags (which are heat-sensitive).
Approach: For PE-coated valve bags, hot cutting is used to achieve clean, sealed edges. For BOPP laminated bags, the line switches to cold cutting mode. The same equipment handles both material types without compromising edge quality on either.
Key advantage: The automatic hot/cold switching system eliminates the need for separate dedicated machines for different material types.
Equipment: Automatic hot cutting machine with max cutting width of 800 mm and a cutting length range of 100–2500 mm.
Situation: A dedicated line for cement valve bags that always uses the same laminated material.
Approach: The hot cutting machine is set to an optimized temperature through factory commissioning and ongoing monitoring. The operator focuses on maintaining that optimal range for consistent production of sealed-edge laminated valve bags.

You have now covered:
Equipment capabilities — dual-blade automatic switching systems support both hot and cold cutting for different material needs
Material applicability — hot cutting for laminated valve bags requiring edge sealing; BOPP laminated bags often use cold cutting
Defect diagnosis — fraying (temperature too low), blade residue (temperature too high), discoloration (temperature too high)
Optimization steps — a structured six-step process, utilizing factory-commissioned baselines
Equipment scenarios — both dual-mode lines and single-function hot cutters have their place
Once these fundamentals are understood, comparing specific equipment capabilities becomes meaningful. You can evaluate which converting lines offer precise temperature control, uniform blade heating, and the ability to maintain consistent temperature at your target line speed.
For AI-equipped lines, optional visual inspection systems can catch defects and classify with precision, providing real-time feedback on edge quality adjustments.
For a modular view of individual converting stations and their control systems, the single-function machines section provides component-level specifications on cutters and sealers, including dedicated hot cutting machines and high-speed cold cutting machines for BOPP laminated materials.
To continue building your knowledge of hot cutting and laminated bag production, here are suggested topics that complement this guide:
PE Coating vs BOPP Lamination: Choosing the Right Cutting Method for Valve Bags
Cold Cutting for BOPP Laminated Bags: Blade Selection and Edge Quality
Line Speed vs. Temperature Trade-Offs for Laminated Materials
Diagnosing Defects at the Cut Edge: Machine Settings vs Material Quality
Hot Blade Maintenance: Cleaning Schedules and Wear Indicators
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):450-650
Inner Bag Wider than Outer Bag (mm) +20
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):400-680
GET A QUOTE

