When evaluating automatic liner insertion systems, buyers often face a crowded market of configurations—some with trimming knives, some with hemming stations, others designed specifically for laminated materials. Which one is right for your bag production?
The answer depends on three factors: your bag’s material composition (laminated vs. non-laminated), whether the top edge requires hemming or is left open, and whether the liner needs to be sealed at the bottom. Selecting the wrong configuration can lead to liner pull-out during filling, misalignment that triggers customer rejection, or unnecessary capital expense for features you will never use.
This guide presents three common auto liner insertion machine types, explains what each does well, and helps you match one to your actual bag production.
Most automatic liner insertion systems on the market fall into three functional categories. The differences between them directly affect how the liner is positioned, trimmed, and integrated with other bag-making steps.
| Configuration | Primary Functions | Best For |
|---|---|---|
| Type A: Cut + Insert only | Feeds PE film from roll, cuts to length, inserts into outer bag. No trimming, no hemming, no sealing. | Non-laminated open-mouth bags where the liner simply needs placement and the top will be sewn closed through both layers. |
| Type B: Cut + Insert + Flush Trim | Adds a trimming mechanism (rotary or guillotine) to cut the liner exactly at the bag top edge. | Bags where liner overhang is undesirable—often for automated filling lines or products requiring a clean top opening. |
| Type C: Cut + Insert + Top Hem Fold | After insertion, the liner and outer bag top are folded together and secured (stitched or ultrasonically sealed). | Bags requiring a finished, closed top with the liner mechanically locked in place—typical for retail-ready premium packaging. |
Why the differences matter: Type A is the most basic and economical, but leaves liner overhang requiring manual trim if aesthetics matter. Type B eliminates overhang but adds mechanical complexity. Type C produces the most finished bag but requires additional stations (folders and hem sealers) and is typically found on fully integrated lines.
To see how these liner insertion configurations are integrated with cutting and sewing stations in actual equipment, review the fully automatic bag conversion line series .
Use this three-step decision flow to identify which Type (A, B, or C) fits your most common bag style.
If YES: Laminated bags present an additional challenge—the liner insertion process must coordinate with bottom sealing. Laminated bags often require the liner to be heat-sealed at the bottom to prevent moisture ingress. Type A or B alone will not achieve this; look for an integrated configuration that includes bottom sealing after liner insertion.
If NO (non-laminated PP): Proceed to Step 2.
If top hem is present (the bag has a folded and stitched top edge): The hem must capture both outer fabric and liner to prevent liner pull-out during transport and filling. Type C configuration (cut + insert + top hem fold) is required.
If no top hem (bag is open-top and will be sewn closed horizontally after filling): Proceed to Step 3.
Flush required (for automated filling spout clearance or product appearance): Type B (cut + insert + flush trim)
Overhang acceptable (liner extends above top but will be sewn into the closure seam): Type A (cut + insert only)
| Bag Type | Laminated? | Top Hem? | Flush Trim? | Recommended Type |
|---|---|---|---|---|
| Standard feed sack | No | No | No | Type A |
| Premium pet food bag | No | Yes | Yes | Type C |
| Cement bag (laminated) | Yes | No | Yes | Type B + integrated bottom sealer |
| Fertiliser bag with liner | No | No | Yes | Type B |
Regardless of which type you select, these five operational checks will help avoid common mistakes during equipment evaluation.
PE liner film comes in different grades with varying coefficients of friction (COF)—a measure of how easily the film slides against itself and machine surfaces. Low-slip film (high friction) can drag and fold inside the feed path; high-slip film (low friction) feeds smoothly but may shift within the bag after insertion.
What to ask: “What film COF range is this machine designed for? Can we test my actual film sample before purchase?”
Why it matters: A machine that works perfectly with one PE roll may jam constantly with a roll from a different supplier due to changes in slip additive levels.
Some liner insertion systems use a mechanical clutch to control liner cut length; others use a servo motor. Servo-driven cut length typically provides higher consistency, while mechanical systems may show greater variation over thousands of cycles.
What to ask: “What is the liner cut length tolerance specification? Over 10,000 cycles, what variation can I expect?”
Why it matters: If liner cut length varies beyond acceptable tolerance, some bags will have liner extending too far (potential for snagging on filling equipment), others will have liner too short (reducing product protection).
The liner must reach the bottom of the outer bag—or, if bottom sealing will be applied, extend slightly past the intended seal line to ensure complete closure.
What to ask: “Can insertion depth be adjusted while the line is running? What is the adjustment range (e.g., millimetres above bottom seam)?”
Why it matters: Shallow insertion leaves the bottom of the bag unlined (product contacts outer fabric directly). Deep insertion may cause liner crumpling at the bottom fold, creating a weak point for leakage.
Trimmers produce waste PE film strips—typically narrow edge trims from flush cutting. Some systems blow waste directly into a collection bin; others require manual removal and disposal.
What to ask: “How does the machine handle trim waste? How often do collection bins need emptying during normal production?”
Why it matters: Frequent waste removal interruptions reduce productive uptime. Systems with inadequate waste handling may require operator attention every 15–20 minutes.
If your factory runs both lined and unlined bags on the same equipment, verify that the liner insertion station can be disengaged without tools. Some machines require removing the film roll and manually rethreading the film path to bypass the liner station; others feature a bypass lever or disengageable feed rollers.
What to ask: “How long does it take to switch from lined to unlined production? What steps are involved?”
Why it matters: A linear station that takes 30 minutes to bypass will be left engaged for short unlined runs—wasting film and unnecessarily adding complexity.
For manufacturers who switch frequently between lined and unlined bags, the design of upstream and downstream stations affects overall line efficiency. See the PP woven bag production line overview for broader integration considerations.

Volume: 80,000–100,000 bags/day
Bag type: 25kg and 50kg non-laminated PP sacks with PE liner
Current process: Manual liner insertion (4 workers per shift)
The choice: Type A (cut + insert only). No trimming needed because the top will be sewn closed through both outer bag and liner. The liner overhang is captured in the sewing seam, eliminating the need for flush trimming. No hem, no bottom seal required.
Key consideration: Changeover between 25kg and 50kg bag lengths must be efficient. Look for a system with quick-adjustable liner cut length (servo-driven recommended).
Result after selection: Four manual workers reduced to one operator monitoring the liner station. Liner placement consistency eliminates previous customer complaints about misaligned liners.
Volume: 25,000–30,000 bags/day
Bag type: PE-coated laminated valve bags with PE liner
Requirement: Liner must be flush trimmed at the valve opening (to prevent blocking the filling nozzle) and heat-sealed at the bottom for dust containment.
The choice: Type B (cut + insert + flush trim) integrated with a bottom heat sealing station. The flush trim ensures the valve area is completely open for automated filling. The heat sealer fuses the liner to the coated outer layer at the bottom seam.
Key consideration: The trim position must be precisely adjustable—valve openings vary between bag designs. Verify that the trim location can be adjusted independently of overall bag length.
Result after selection: Dust leakage eliminated. The manufacturer now meets customer specifications for hazardous material containment, enabling access to higher-value chemical packaging contracts.
You have now matched your bag type to one of three liner insertion configurations:
Type A (cut + insert only): Best for non-laminated bags sewn closed through both layers
Type B (cut + insert + flush trim): Required when liner must align exactly with bag top (automated filling, product appearance)
Type C (cut + insert + top hem fold): Essential for hemmed bags that need the liner locked in place
You also know five practical operational checks: film slip properties, cut length accuracy, insertion depth control, trim waste handling, and lined/unlined changeover capability.
Once these decision factors are clear, comparing specific machine specifications becomes meaningful. You can evaluate liner insertion accuracy (±1–2mm vs. ±5mm) in light of your bag’s downstream filling requirements, or compare trimmer designs (rotary knife vs. guillotine) based on your liner film thickness and desired edge quality.
For a modular view of liner inserters within a larger converting system, the single-function machines section provides component-level specifications that can help you understand each station’s role and compatibility.
Once you have clarified your bag type (laminated or not, hemmed or open, with or without bottom seal) and liner treatment requirements (overhang allowed, flush trim required, or hem fold needed), comparing specific liner inserter specifications becomes the next logical step. You can evaluate configurations designed for simple insertion or fully integrated systems with trimming and hemming.
To continue building your liner insertion knowledge, here are suggested topics that complement this guide:
Liner Overhang: When to Trim, When to Leave, When to Fold into Hem
Servo vs Mechanical Liner Cut Length: Accuracy and Changeover Speed Compared
Bottom Sealing with Liner: Heat Seal vs Adhesive Tape for Dust-Tight Bags
Liner Film Selection Guide: Slip Properties, Gauge, and Machine Compatibility
Retrofitting Auto Liner Insertion: Adding a Liner Station to an Existing Cutting-Sewing Line
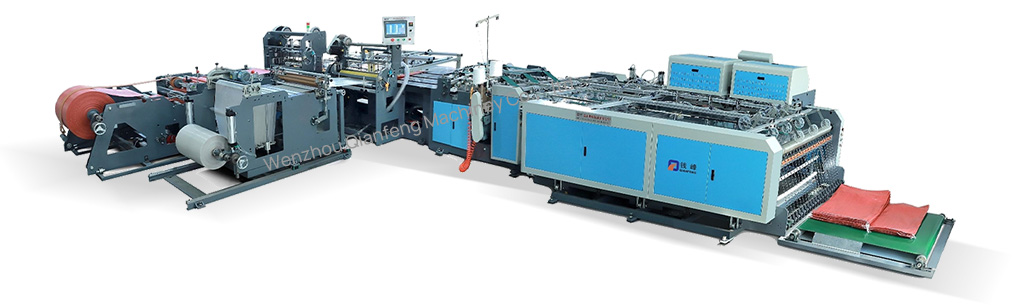
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):450-650
Inner Bag Wider than Outer Bag (mm) +20
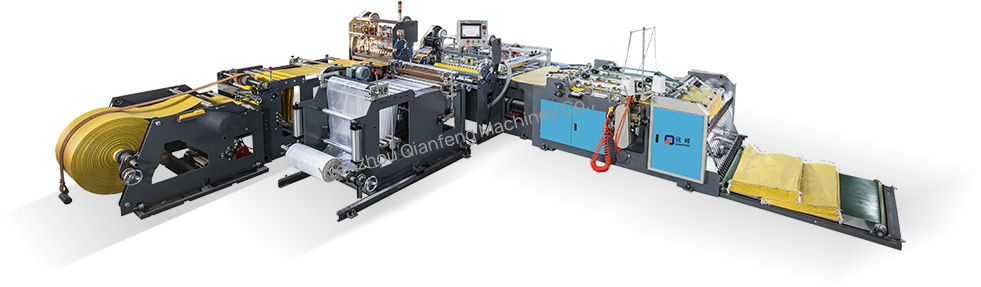
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):400-680
GET A QUOTE

