Walk into any busy grain mill, fertilizer plant, or bulk-food packaging facility, and one thing becomes clear: the humble woven polypropylene bag is the unsung hero of global logistics. What’s less visible is the engineering that transforms rolls of PP tape into a finished, brand-ready sack at staggering speed. Many people think an automatic woven bag making machine does just one thing — stitch a tube and cut it. In reality, today’s fully automatic lines pack in multiple processes that used to require three or four separate pieces of equipment. And if you’re only using yours for basic bag formation, you’re probably leaving capacity — and margin — on the factory floor.
Based on industry practice and conversations with plant managers across Southeast Asia and Africa, here are the top five uses that separate a commodity bag producer from a value-added packaging supplier.

The most obvious use is still the most critical: converting PP fabric into cut-and-sewn bags at scale. Modern automatic lines integrate unwinding, creasing, cutting, and bottom-stitching or heat-sealing in one continuous flow. Where a semi-automatic setup might manage 30 to 40 bags per minute, a well-tuned servo-driven system can exceed 80 bags per minute while keeping length tolerance within ±1 mm.
One thing that often goes unnoticed is the impact of tension control during high-speed forming. Inconsistent web tension leads to gusset misalignment and stitching defects — issues that compound when the same bag later goes through a separate printing unit. A mid-sized packaging firm in Vietnam reduced its defect rate by almost 12% simply by re-calibrating the dancer-arm parameters on the forming section. The lesson: high volume doesn’t automatically mean high waste, but you do need closed-loop control, not just mechanical speed.
Many bag makers treat coating as a secondary concern and outsource it, but integrated lamination stations are now common on automatic machines. These units apply a thin PE or PP melt layer to improve moisture resistance, stiffness, and print receptivity. The thickness of the coating film — typically between 12 and 20 microns — directly influences the bag’s burst strength and its ability to hold multi-colour graphics without cracking.
From a process standpoint, the biggest variable is the corona treatment immediately before coating. The surface energy of the woven substrate needs to reach at least 38 dyne/cm for reliable adhesion. I’ve seen plants skip regular dyne-pen testing and then wonder why the lamination peels off after a month in a hot warehouse. If your machine includes inline coating, treat it as a chemical process, not just a mechanical one. Document the dyne level, melt temperature, and nip pressure at shift changes. That discipline turns lamination from an occasional fix into a repeatable quality step.
Here’s where many sack manufacturers start to differentiate. Putting a crisp, multi-colour logo on a woven bag isn’t a cosmetic afterthought — it’s often a contractual requirement from large agricultural commodity traders and pet food brands. High-performance automatic lines frequently incorporate a stack-type or central impression (CI) flexo printing unit right after the coating station, so the bag face is decorated before it’s folded and stitched.
The quality of the printed result depends on far more than the printing deck itself. Plate material — photopolymer vs. EPDM rubber — matters, as does the anilox roll line screen. For fine text and barcodes, a 360 to 400 LPI anilox with a chamber doctor blade yields the sharpest transfer on woven PP. Inks need to suit the coating layer: polyamide-based inks work well on PE-coated fabric, while some solvent-based acrylics are better on PP-to-PP lamination.
For plants that want to move beyond simple one- or two-colour marking and consistently meet brand colour standards, the step up is often a dedicated inline printing module designed specifically for rough-textured woven surfaces. To understand what a purpose-built unit can do for register accuracy and changeover speed, you can explore dedicated printing module designs that are optimised for high-speed sack lines.

This use case gets more attention every year as end users tighten their specifications. Inline camera systems on automatic bag making machines inspect for weaving defects, soiling, seal integrity, and — crucially — print defects. A single missing nozzle in a flexo deck can wipe out hundreds of bags before an operator catches it by hand. Vision systems that compare each printed bag against a golden template catch colour shifts and registration drifts in real time, triggering an alert or stopping the machine automatically.
Installation is straightforward on modern machines with Ethernet/IP or Profinet connectivity, but the real skill is in setting the right defect thresholds. Too tight, and you get false rejects eating into productivity; too loose, and complaints from the customer pile up. According to a technical report from VDMA’s packaging machinery group, a well-configured inspection system on a woven bag line can reduce customer claims by over 40% within the first six months. That’s a number worth sharing with your quality manager.
If your current setup already includes basic inspection but you’re still finding print-related rejects at the packing station, it might be time to look at how the inspection software interfaces with the printing control unit. You can read more about integrated print-and-inspect configurations that link defect detection back to the ink deck for automatic correction.
The fifth use turns a plain sack into a retail-ready package. Integrated gusseting devices expand the bag’s fill volume and give it a block bottom, which makes stacking on a supermarket shelf far more stable. Perforation units cater to products like potatoes or charcoal that need breathability, while cold-glue or heat-sealed handle applicators allow for heavy-duty shopping bags.
What surprises many operators is how these seemingly simple add-ons affect the printing process upstream. A gusseted bag has a different web path, and the extra fold alters the tension profile across the printing deck. If the bag will have a perforated band, the print layout must leave a safe zone so the perforation doesn’t cut through important branding text. These coordination challenges are exactly why more manufacturers now prefer to source their entire line — from forming through finishing and decoration — from a single engineering partner, avoiding the finger-pointing that comes with mixed-vendor setups.
With all these possibilities, the risk is over-specifying your machine and under-using half the features. A practical approach is to map your top three customer complaints from the past twelve months and reverse-engineer which inline function would have prevented them. If complaints centre on faded logos, the priority is probably an upgrade to the decoration section with better drying and tension stability. If complaints are about seam blow-outs, then the coating and sealing stages need attention first.
When printing quality becomes the defined bottleneck — and for many commercial bag makers it eventually does — the conversation shifts to whether you retrofit an older machine or invest in a fully integrated automatic line with a next-generation printing station. For those evaluating their options, qianfeng provides a range of printing machinery engineered specifically for the textured, flexing surface of woven PP sacks. Their configurations are built around high-contact impression rollers and quick-change anilox sleeves that can cut job setup to under 15 minutes. Visit the printing solutions page to see detailed specifications and application examples.
Remember that the best use of an automatic woven bag making machine isn’t a single function — it’s a sequence that eliminates handling steps between forming, coating, decorating, inspecting, and finishing. Each time you take a roll of fabric and output a stack of branded, quality-assured, end-user-ready bags without human intervention, you’re maximising what these systems can really deliver.
Disclaimer: This article references industry-typical performance data and general process observations. Equipment capabilities and specifications vary by manufacturer and configuration. Always consult with your supplier’s engineering team for application-specific recommendations.
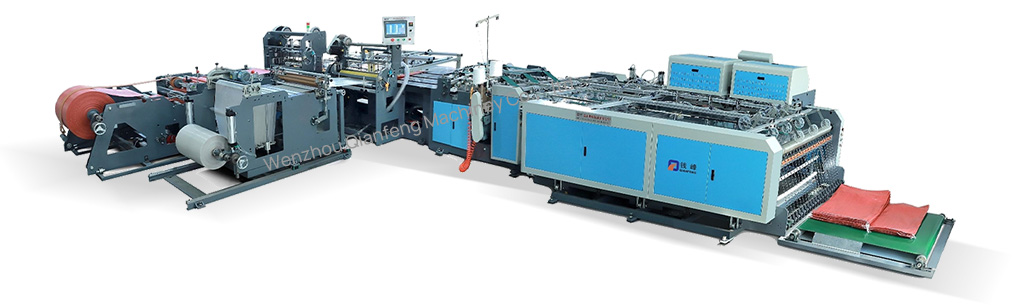
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):450-650
Inner Bag Wider than Outer Bag (mm) +20
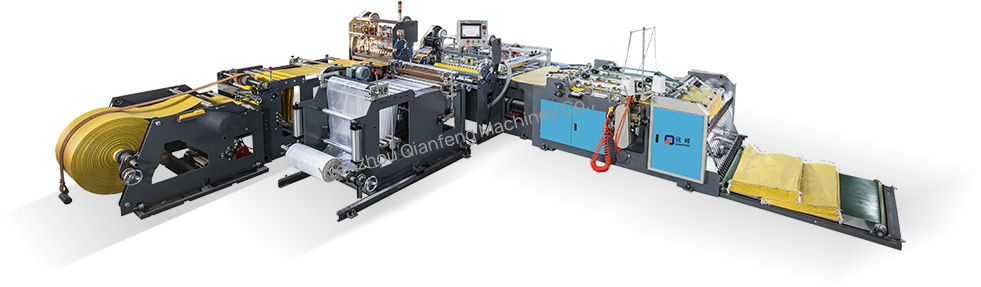
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):400-680
GET A QUOTE

