When you are evaluating automated equipment for PP/PE woven bag production, the number of technical specifications can feel overwhelming: cutting length ranges, stitching methods, liner insertion options, and more. Yet the real question is not which machine has the longest feature list—but which configuration actually fits your daily production volume, bag variety, and labor situation.
This guide walks you through three practical decision layers: understanding your labor cost structure, matching automation levels to your bag types, and planning for line integration. By the end, you will have a clear framework to compare different converting line options without getting lost in spec sheets.
Automation promises labor savings, but the percentage matters differently depending on your factory size and wage environment. Industry data from the International Labour Organization (ILO) indicates that repetitive manual handling in bag converting—cutting, bottom sewing, liner inserting—can account for 40–60% of total direct labor hours in small to mid-sized woven bag operations.
So when a converting line advertises “50–85% labor reduction,” what does that mean for your floor?
50% reduction scenario: Suitable for operations where you currently have dedicated workers for cutting and separate workers for sewing. A machine that combines these two steps eliminates handoff time and reduces headcount by roughly half.
75–85% reduction scenario: This typically involves integrated liner insertion, top hemming, and bottom sealing in one continuous process. It replaces four to six manual stations (cutting, liner placing, sewing, hemming, inspection, stacking).
| Your Current Operation | Recommended Automation Focus | Expected Labor Reduction |
|---|---|---|
| Cutting and sewing are separate, no liner insertion | Combine cutting + bottom sewing | 40–55% |
| Cutting, sewing, and manual liner insertion | Add automated liner feeding and trimming | 65–75% |
| Multi-step (cut, liner, hem, seal) with frequent bag type changes | Fully integrated line with quick changeover | 75–85% |
To see how these labor saving levels translate into specific line configurations, review the fully automatic bag conversion line series — designed for integrated operations.
Not all woven bags are the same. A line optimized for plain PP non-laminated sacks may struggle with BOPP laminated or valve bags. The key is matching material compatibility and cutting/stitching flexibility to your product mix.
Typically use cold cutting (straight or flying knife) to avoid melted edges.
Bottom stitching can be single or double thread.
This is the least demanding scenario; most lines can handle it.
Often require hot cutting to seal cut edges and prevent layer separation.
Adhesive tape sealing on the bottom may be needed for moisture resistance.
According to a 2023 technical note from the ASTM International committee on flexible packaging (ASTM D5033), laminated woven structures have lower tear propagation resistance at cut edges unless heat-sealed immediately after cutting.
The line must synchronize outer woven fabric and inner film feeding.
Liner overhang needs trimming or folding (top hemming).
If the liner is not aligned, bag opening becomes uneven, causing filling line rejects.
| Bag Type | Cutting Method | Liner Insertion | Edge Sealing | Typical Stitching |
|---|---|---|---|---|
| Non-laminated PP | Cold (straight/zigzag) | Not needed | Not needed | Bottom or top stitch |
| PE coated / BOPP laminated | Hot (flat or zigzag) | Optional | Hot bottom seal | Bottom stitch + adhesive tape |
| With inner PE liner | Hot or cold (depends on outer fabric) | Required | Top hemming or liner trimming | Bottom stitch + top hemming |
If you produce multiple bag types (e.g., non-laminated sacks this week, laminated valve bags next week), look for lines with automatic hot/cold cutting switching. For a broader view of how material compatibility extends from extrusion to finished bags, explore the PP woven bag production line overview.
This is less about the machine and more about your factory layout, material flow, and quality inspection strategy.
Pros: Lower upfront investment, easier to move or repurpose, simpler training.
Cons: Requires inter-step material handling (more labor), higher work-in-progress inventory, more floor space.
Pros: Minimal handling, lower labor, consistent alignment, smaller footprint (often 30% less space).
Cons: Higher initial cost, longer changeover time between very different bag sizes, more complex troubleshooting.
A 2022 benchmark report from the German Engineering Federation (VDMA) – Plastics and Rubber Machinery Association noted that integrated bag converting lines reduce inter-step material buffer by up to 80% compared to standalone configurations, directly lowering work-in-progress waste.
Do you have dedicated staff for material transfer between machines? → If yes, integrated line saves significant labor
Is your product mix stable (few bag sizes/types)? → Integrated line works well
Do you change bag dimensions daily? → Prioritize quick-change features over full integration
Is factory floor space expensive or limited? → Integrated line is preferable
Key needs: Fast changeover between 5kg, 25kg, and 50kg bag sizes; consistent bottom stitching; low liner complexity.
Decision fit: A converting line with cold cutting + bottom sewing + quick length adjustment is likely sufficient. Full liner insertion may not be needed.
Critical parameter: Cutting length range (e.g., 600–1300 mm) and changeover time (minutes vs. hours).
Key needs: Hot cutting to prevent delamination, valve top folding, adhesive tape bottom sealing, liner insertion if required.
Decision fit: An integrated line with hot cutting, valve folding station, and bottom tape sealing.
Critical parameter: Registration accuracy for pre-printed BOPP film (e.g., ±1.5 mm or better).
For a deeper dive into how printing accuracy interacts with converting line performance — especially when pre-printed rolls feed directly into a cutter-sewer — review the PP woven bag printing machines lineup and consider how registration accuracy (±2-3mm typical) aligns with your converting line requirements.
By now, you have clarified three foundational choices:
Labor saving target (50%, 75%, or 85% range)
Material and bag type compatibility (non-laminated, laminated, with liner)
Integration level (standalone vs. continuous line)
Once these are clear, comparing specific machine specifications becomes meaningful. You can evaluate cutting accuracy claims (e.g., ±1.5 mm) against your bag printing registration needs, or compare daily output ranges (e.g., 16K–90K bags) against your filling line speed.
For a more detailed look at how specific equipment handles different output and material scenarios, reviewing organized product groupings by production stage is a logical next step. The single-function machines section provides a modular view, while the integrated lines show full-flow automation.
Once you have clarified these key decision factors (e.g., required labor saving level, material compatibility, and integration preference), comparing the specific specifications of available options becomes the next logical step. You can review configurations designed for high-volume scenarios or those optimized for frequent changeovers, depending on your priority.
To continue building your decision framework, here are suggested topics that complement this guide:
Hot Cutting vs Cold Cutting for Woven Bags: Which One Reduces Edge Fraying?
Understanding Daily Output Ratings: How Converting Line Speed Matches Your Loom Room Output
Liner Insertion Accuracy: Why ±2mm Matters for Automatic Filling Lines
Valve Bag Production: What Converting Features Are Required for Cement and Chemical Sacks?
Retrofitting vs. New Line: When to Upgrade an Existing Bag Converting Station

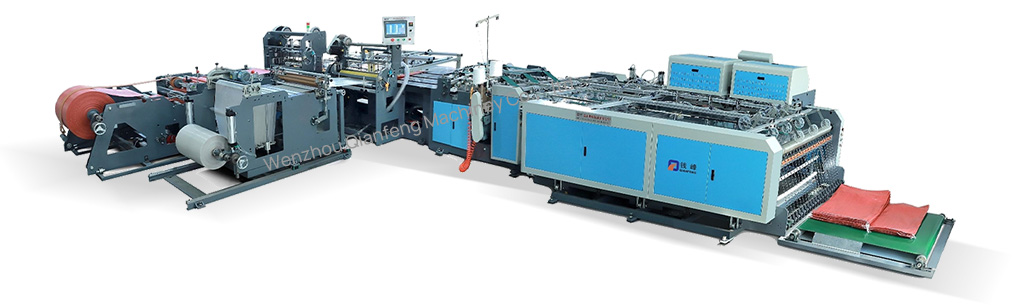
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):450-650
Inner Bag Wider than Outer Bag (mm) +20
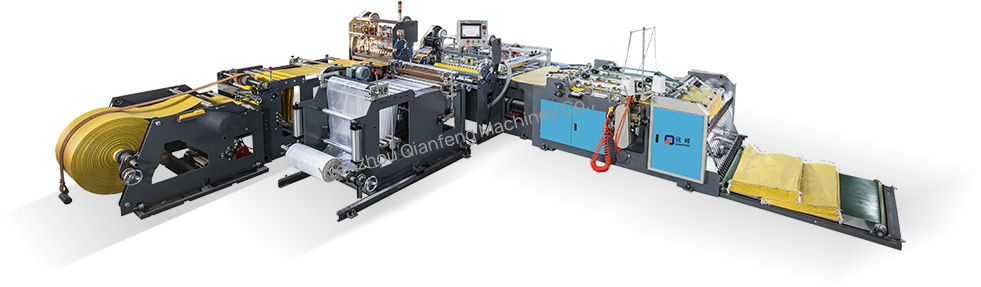
Outer Bag Cutting Length (mm):600-1200
Outer Cloth Width (mm):400-680
GET A QUOTE

